18680001777
13929993332

18680001777
13929993332
咨询热线
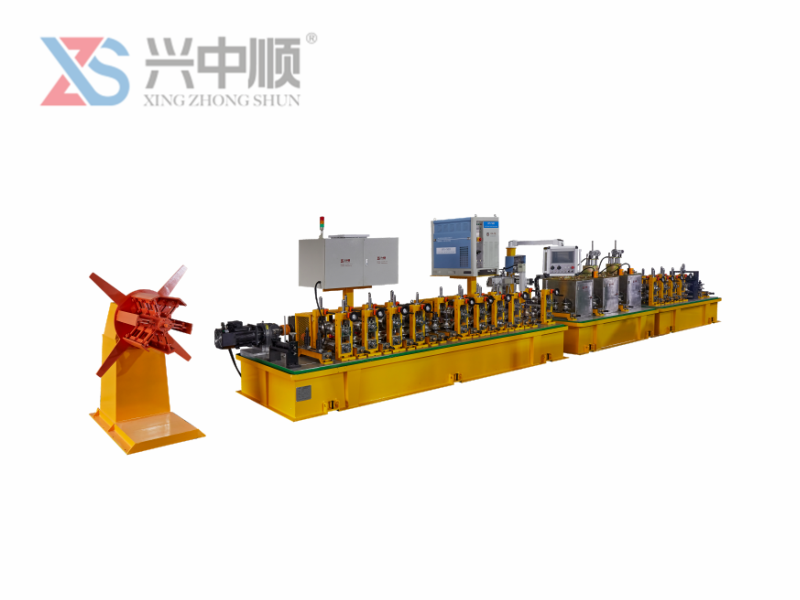
18680001777不锈钢厚壁管因其优异的耐腐蚀性、高强度和良好的机械加工性能,在化工、石油、天然气、建筑及机械制造等领域有着广泛的应用。本文将详细介绍不锈钢制管机生产厚壁管的全过程,包括原料准备与检验、母材加工、制管成型、热处理、修边与校验、表面处理、质量检验、以及最终的包装与出厂等关键步骤。
1.原料准备与检验
原料选择:首先,根据产品规格和性能要求选用高质量的不锈钢卷材或板材作为原材料常见的有304、316、321等不锈钢材质
原料检验:对选定的原材料进行严格的质量检验,包括化学成分分析、力学性能测试、表面质量检查等,确保原料符合国家标准及客户要京
裁剪下料:使用高精度剪切机或激光切割机,按照设计尺寸对原材料进行精确裁剪,为后续加工做准备。
母材加工
边缘处理:对裁剪后的原材料边缘进行去毛刺、倒角等处理,以减少后续加工中的应力集中和表面划伤。
清洗去油:采用超声波清洗或化学清洗方法彻底清除原材料表面的油污、杂质,保证接质量。
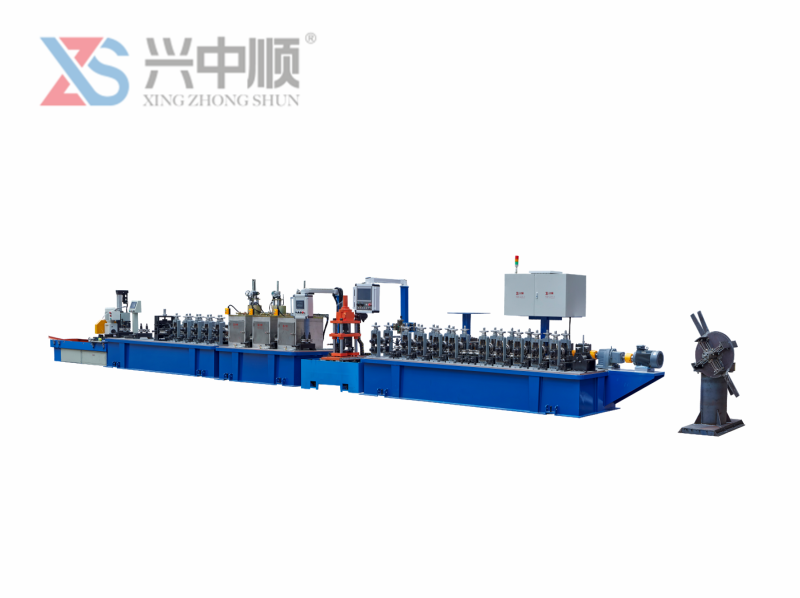
3.制管成型
卷曲成型:将处理好的不锈钢带材送入制管机的卷曲模具中,通过滚轮的作用逐步卷曲成管状。此过程需精确控制卷曲速度和压力,确保管径和壁厚均匀。
焊接接合:采用TIG(钨极惰性气体保护焊)或ERW(电阻焊)等方式,对卷曲成型的管缝进行焊接,形成连续的管状结构。焊接过程需监控焊接参数,保证焊缝质量。
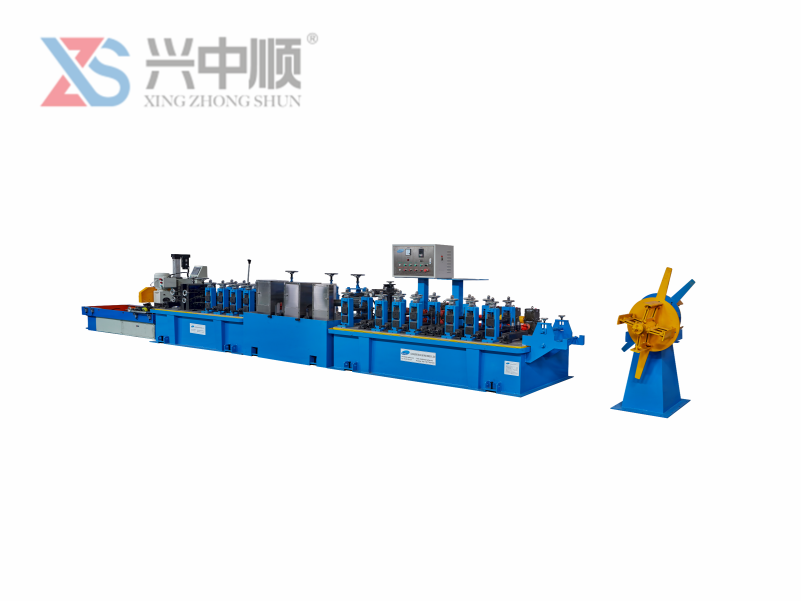
4.热处理
退火处理:对焊接后的不锈钢管进行退火处理,以消除焊接应力,改善材料组织和性能提高耐腐蚀性和韧性
冷却固化:退火后,根据材料特性和工艺要求,采用适当的冷却方式进行固化,保持管体的尺寸稳定性和机械性能。
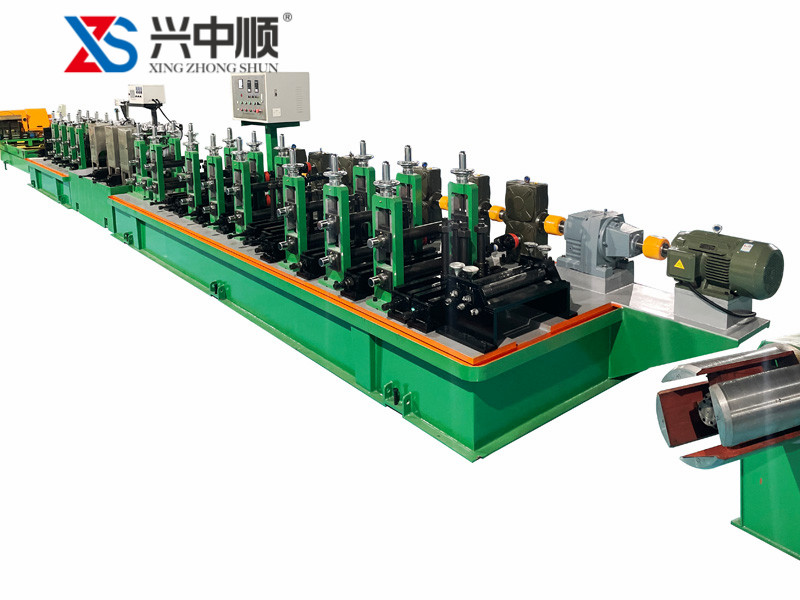
5.修边与校验
修边打磨:使用专用工具对管端及焊缝附近进行修边和打磨,去除焊接飞溅物、毛刺等,确保管体表面光滑平整。
尺寸校验:利用精密测量设备对管体的外径壁厚、长度等关键尺寸进行校验,确保符合设计要求。
6表面处理
酸洗钝化:通过酸洗处理去除管体表面的氧化皮和污渍,随后进行钝化处理,提高管体的耐腐蚀性和表面光洁度。
喷砂/抛光:根据客户需求,可选择喷砂或抛光工艺进一步美化管体表面,提升产品的外观质量。
7.质量检验
无损检测:采用X射线探伤、超声波检测等手段,对焊缝进行无损检测,确保无裂纹、夹渣等缺陷。
水压试验:对成品管进行水压试验,检验其承压能力和密封性能,确保产品安全可靠。
8.包装与出厂
包装防护:根据产品规格和运输要求,采用合适的包装材料(如塑料薄膜、木箱、托盘等)对成品管进行包装,防止运输过程中的损伤和腐蚀。
标识贴标:在包装上清晰标注产品型号、规格、生产日期、生产厂家等信息,便于追溯和管理。
出厂检验:最后,对包装好的产品进行最终检验,确认无误后办理出厂手续,准备发货。通过上述八个步骤的严格控制和精细操作,不锈钢制管机能够高效、稳走地生产出符合标准的厚壁不锈钢管,满足市场的多样化需求。
曾经理电话
黄经理电话
曾经理微信
黄经理微信