18680001777
13929993332

18680001777
13929993332
咨询热线
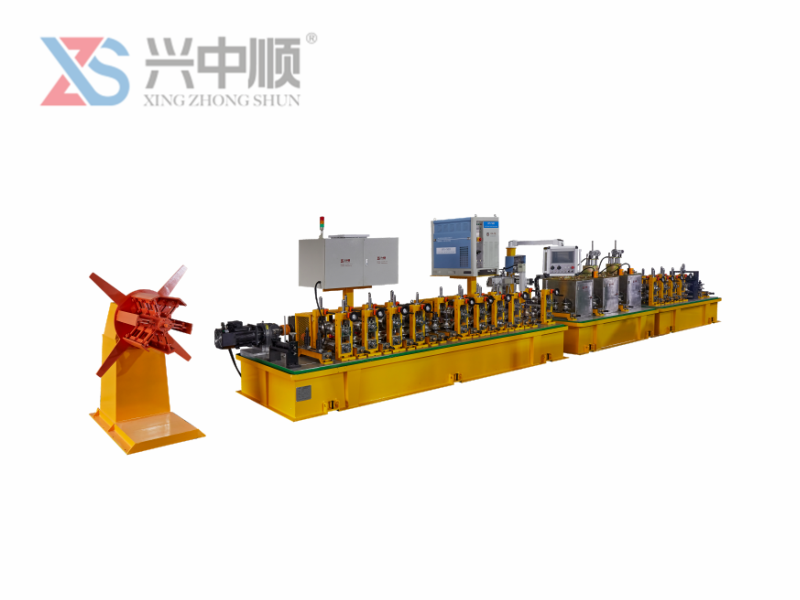
18680001777不锈钢制管机生产无缝管的制造流程是一个复杂且精细的过程,主要包括以下步骤:
-、原材料准备
1.选材:选择高质量的不锈钢材料,如304、316等,确保管道的耐腐蚀性和其他优良性能。
2.预处理:对原材料进行必要的预处理如切割、矫直和清除表面缺陷,以确保后续加工的顺利进行。
二、成型
1.加热:使用燃气式斜底炉或燃气式箱式炉对原材料进行加热,使其达到适宜的塑性变形温度。
2.穿孔:通过穿孔机组和空压机对加热后的原材料进行穿孔操作,形成初步的管状结构,即荒管。
3.冷却:穿出的荒管会随机进入水池进行充分冷却,以固定其形状和尺寸。
三、加工与调整
1.检验修磨:对穿孔后的荒管进行内外表面光滑度的检验,确保无花皮、裂纹等缺陷存在。如发现表面缺陷,则采用局部修磨方法进行处理
2.矫直:对弯曲的荒管进行矫直处理,使用的设备包括立式矫直机、卧式矫直机和立式液压压力机。矫直过程中,为防止钢管跳动,会采用尼龙套管对其进行限制。
3.切管:根据生产计划,对矫直后的荒管进行切头和切尾处理,以确定钢管的最终长度。
四、冷轧/冷拔
1.冷轧:钢管在冷轧机上经过轧辊的轧制,通过连续的冷变形来调整其尺寸和长度。冷轧工艺的特点是成型速度快变形量大以及高产量。
2. 冷拔:对钢管进行扩口、减壁的重要步骤,旨在精确调整其尺寸和长度,且不加热。冷拔钢管的尺寸精度高、表面光洁度好。在冷拔前,需要对钢管进行打头(小口径钢管)或焊头(大口径钢管)处理,并进行润滑烘烤,以确保冷拔过程的顺利进行。
五、表面处理
1.酸洗:对钢管进行酸洗,旨在清除其表面的氧化皮及杂质。酸洗完成后,钢管还需进入水洗槽进行清洗,随后用高压清水对钢管内孔及外表面进行逐支中洗。
2.脱脂:通过涮洗来清除轧制过程中钢管内壁和外表面附着的轧机油,以防止在退火时这些油污污染钢材表面,进而避免增碳现象。
3.热处理:通过再结晶来恢复材料的塑性,并降低金属的变形抗力。此过程在天然气同溶热处理炉中完成。
4.钝化:对钢管表面进行钝化处理,在其上形成一层氧化保护膜,进一步增强钢
管的性能。
六、检测与包装
1.成品检验:对成品管道进行严格的质量检测,包括表检、涡探、超探、水压和气压检测等多个环节。表检主要是人工检查钢管表面的缺陷、长度和外壁尺寸;涡探和超探则分别利用涡流探伤机和超声波探伤机检查钢管是否有漏洞或内外开裂;而水压和气压检测则是利用相应的设备检测钢管的密封性,确保其完好无损。
2.包装入库:经过严格检测的合格钢管会进入成品包装区进行包装。包装材料包括孔帽、塑料袋、蛇皮布、木板和不锈钢带等。包装过程中,钢管两端外表面会垫上小木板并用不锈钢带系紧,以防止运输过程中的碰撞。
综上所述,不锈钢制管机生产无缝管的制造流程是一个从原材料准备到成品检验和包装的完整过程。每一步都至关重要,确保最终产蝮符业的质量和性能
曾经理电话
黄经理电话
曾经理微信
黄经理微信